Подготовка Поверхности

Перед покраской любыми методами поверхность должна быть очищена от жировых загрязнений, средств консервации, смазочно-охлаждающих жидкостей, а также окалины, ржавчины и неорганических солей; Желательно на поверхности слоев (фосфатных, хроматных и др.), улучшающих адгезию лакокрасочного покрытия и удлиняющих срок его службы. Чем агрессивней среда, в которых эксплуатируются покрытия, тем тщательней должна быть подготовлена поверхность.
Минимальна толщина лакокрасочного покрытия должна на 20% превышать максимальную высоту микронеровностей. При излишней шероховатости увеличивается расход лакокрасочного материала, но срок службы покрытия при этом не увеличивается. Чаще всего коррозия начинается на пиках поверхности слабо укрытых лакокрасочным материалом. Величина показателя доступности зависит от метода обработки поверхности. Таблица 1.

Примечания:
Показатель доступности - произведение амплитуды иглы профилографа на число ее колебаний, приходящееся на еденицу длины.
Ra - Cреднеарифметическое отклонение выступов и впадин поверхности от средней линии профилограммы.
Rz - Высота неровностей - среднее расстояние между находящимся в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии профилограммы (ГОСТ 2789-73 "Шероховатость поверхности").
Максимальная величина шероховатости поверхности, приемлемая для окраски, равна 40 мкм., Величины Ra и Rz зависят от таких технологических факторов, как состав полировочных паст и режимы полирования, состав травильных растворов и режимы травления, тип щеток и технология обработки щетками, гранулометрический состав, твердость и скорость подачи абразива при абразивной обработке и т. д.
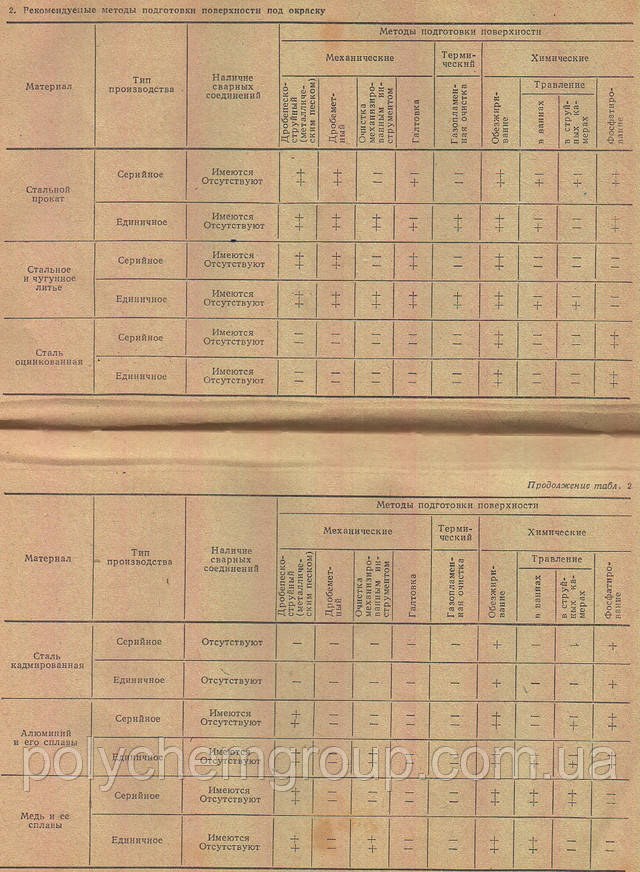
Наиболее широко распространены физико-химические (чаще их называют просто химическими) и механические методы подготовки поверхности. Реже применяют термические методы.
Метод подготовки выбирают в зависимости от многих факторов (таблица 2) и на основании технико-экономических расчетов. Стоимость обработки не всегда является определяющим фактором, так как экономия, достигнутая путем снижения качества обработки, может дать убытки из-за снижения срока службы покрытия.
При недостатке производственных площадей можно совмещать химические операции, например травление с обезжириванием, обезжиривание с фосфатированием (для изделий со слабо зажиренной поверхностью), обезжиривание с пассивацией.
Пользуясь таблицей 2, необходимо иметь ввиду следующее:
1. Дробеструйный и дробеметный методы очистки допускается применять для узлов и деталей с толщиной стенки не менее 3 мм, газопламенный - при толщине стенки не менее 6 мм.
2. Для изделий сложной и особо сложной конфигурации не рекомендуется применять стационарные дробеметные установки.
3. При выборе химических методов обработке подготовки поверхности необходим очитывать возможность организации процесса нейтрализации обработанных травильных растворов и стоков.
4. В условиях серийного и единичного производств допускается применять растворы фосфорной кислоты для травления стального проката со сварными соединениями.
5. При фосфотировании изделий со сварными соединениями необходимо проверять прочностные характеристики сварных швов.
6. После травления литья требуется тщательно отмывать поверхности от солей и кислот.
7. Для обезжиривания алюминия не допускается применять сильно щелочные (рН = 12 -:14) растворы трихлорэтилен.
8. Для подготовки алюминия под окраску более эффективно хроматирование. чем фофатирование.
9. Абразивная обработка алюминия производится дроблеными фруктовыми косточками или стеклошариками.
10. Сварные швы при всех методах обработки должны быть дополнительно зачищены и защищены фосфатирующими и другими грунтовками.
Некоторые данные о влиянии метода обработки на долговечность лакокрасочного аокрыти приведены в таблице 3
Таблица 3.

Таблица 2.